
Description
Product Description
Characteristic:
- Good red hardness
- Precision coating
- Smooth cutting
- Good chip removal performance
- Good process performance
Description:
- The HRC45 2F ball nose endmill is made of ultra-fine tungsten steel base material, with higher wear resistance and strength, and focuses on high-quality and high-speed cutting; Imported grinding machine and superfine grinding wheel are adopted to ensure the finished product rate. Super capacity chip removal at the edge, smooth cutting, high efficiency machining, high accuracy and luster of the workpiece; Chamfer design not only facilitates installation, but also the chuck fits the machine tool, making milling more stable! So as to protect the machine tool and increase its service life.
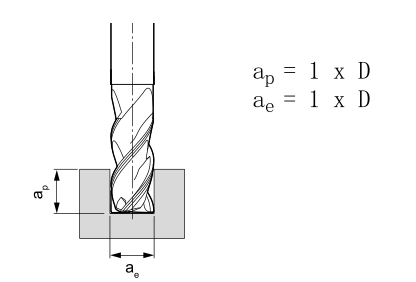
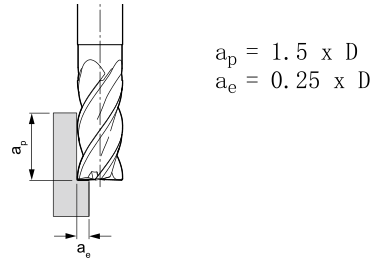
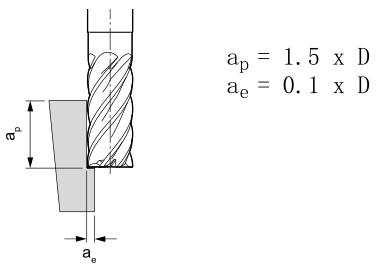
Milling parameters:
| HRC45 Carbide End Mill | Tool length | fz&v | |||||
| Short | 1 | ||||||
| Long1 | 0.9 | ||||||
| Overlength | 0.8 | ||||||
| Speciality | 0.6 | ||||||
| Type | Material | Strength
N/mm²
Hardness HRC |
Cooling | ||||
| Air | Dry cutting | Lubricating fluid | |||||
| P | PI | P1.1 | Non alloy structural steel, free cutting structural steel, carburized steel and quenched and tempered steel | <700 | √ | √ | √ |
| P1.2 | quenched and tempered steel | <1200 | √ | √ | √ | ||
| P2 | P2.1 | Alloyed nitride steel, carburized steel and quenched and tempered steel | <900 | √ | √ | √ | |
| P2.2 | Tool steel, bearing steel, spring steel and high-speed steel | <1400 | √ | √ | |||
| P3 | P3.1 | Tool steel, bearing steel, spring steel and high-speed steel | <900 | √ | √ | √ | |
| P3.2 | Tool steel, bearing steel, spring steel and high-speed steel | <1500 | √ | √ | |||
 |
Slotting | |||||||||||
| Vc (m/min) |
fz(mm/Tooth) | |||||||||||
| Diameter | ||||||||||||
| 2 | 4 | 6 | 8 | 10 | 12 | 16 | 20 | |||||
| 112 | 0.01 | 0.018 | 0.026 | 0.034 | 0.041 | 0.048 | 0.06 | 0.069 | ||||
| 92 | 0.01 | 0.017 | 0.025 | 0.032 | 0.038 | 0.045 | 0.056 | 0.065 | ||||
| 100 | 0.01 | 0.018 | 0.026 | 0.034 | 0.041 | 0.048 | 0.06 | 0.069 | ||||
| 72 | 0.009 | 0.015 | 0.022 | 0.028 | 0.034 | 0.04 | 0.05 | 0.058 | ||||
| 64 | 0.01 | 0.018 | 0.025 | 0.032 | 0.039 | 0.045 | 0.057 | 0.066 | ||||
| 56 | 0.009 | 0.016 | 0.023 | 0.029 | 0.036 | 0.041 | 0.052 | 0.06 | ||||
 |
Roughing | |||||||||||
| Vc (m/min) |
fz(mm/Tooth) | |||||||||||
| Diameter | ||||||||||||
| 2 | 4 | 6 | 8 | 10 | 12 | 16 | 20 | |||||
| 228 | 0.018 | 0.031 | 0.045 | 0.057 | 0.070 | 0.081 | 0.101 | 0.118 | ||||
| 208 | 0.017 | 0.029 | 0.042 | 0.054 | 0.065 | 0.071 | 0.095 | 0.11 | ||||
| 184 | 0.018 | 0.031 | 0.045 | 0.057 | 0.070 | 0.081 | 0.101 | 0.118 | ||||
| 144 | 0.015 | 0.026 | 0.037 | 0.048 | 0.058 | 0.068 | 0.085 | 0.098 | ||||
| 132 | 0.017 | 0.03 | 0.042 | 0.054 | 0.066 | 0.077 | 0.096 | 0.112 | ||||
| 112 | 0.015 | 0.027 | 0.039 | 0.05 | 0.060 | 0.07 | 0.088 | 0.102 | ||||
 |
Finish | ||||||||||
| Vc m/min |
fz(mm/Tooth) | ||||||||||
| Diameter | |||||||||||
| 2 | 4 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | ||
| 332 | 0.028 | 0.05 | 0.07 | 0.091 | 0.11 | 0.128 | 0.144 | 0.16 | 0.173 | 0.186 | |
| 272 | 0.026 | 0.046 | 0.066 | 0.085 | 0.103 | 0.12 | 0.135 | 0.15 | 0.162 | 0.173 | |
| 304 | 0.028 | 0.05 | 0.07 | 0.091 | 0.11 | 0.128 | 0.144 | 0.16 | 0.173 | 0.186 | |
| 212 | 0.023 | 0.041 | 0.059 | 0.076 | 0.092 | 0.107 | 0.121 | 0.134 | 0.145 | 0.155 | |
| 196 | 0.027 | 0.047 | 0.067 | 0.086 | 0.104 | 0.122 | 0.137 | 0.152 | 0.165 | 0.177 | |
| 168 | 0.024 | 0.043 | 0.061 | 0.079 | 0.095 | 0.111 | 0.125 | 0.139 | 0.150 | 0.161 | |
Note:
- If the following carbide end mill cannot meet your requirements, we support OEM customized production. The diameter of 0.2mm to 25mm, the total length of 50mm to 200mm, 4F, 5F, 6F, 8F and logo can be customized, including inch size end milling cutter. Please contact us to select or customize non-standard carbide end mill according to your needs.
| Specification | Flute Dia(φ) | Flute Length (C) | Shank Dia(D) | Overall Length(L) |
| R0.5*2*d4*50L | 0.5 | 2 | 4 | 50 |
| R0.75*3*d4*50L | 0.75 | 3 | 4 | 50 |
| R1*4*d4*50L | 1 | 4 | 4 | 50 |
| R1.25*5*d4*50L | 1.25 | 5 | 4 | 50 |
| R1.5*6*d4*50L | 1.5 | 6 | 4 | 50 |
| R1.75*7*d4*50L | 1.75 | 7 | 4 | 50 |
| R2*8*d4*50L | 2 | 8 | 4 | 50 |
| R2.5*10*d5*50L | 2.5 | 10 | 5 | 50 |
| R3*12*d6*50L | 3 | 12 | 6 | 50 |
| R4*16*d8*60L | 4 | 16 | 8 | 60 |
| R5*20*d10*75L | 5 | 20 | 10 | 75 |
| R6*24*d12*100L | 6 | 24 | 12 | 100 |
| R7*28*d14*150L | 7 | 28 | 14 | 150 |
| R8*32*d16*100L | 8 | 32 | 16 | 100 |
| R9*36*d18*100L | 9 | 36 | 18 | 100 |
| R10*40*d20*100L | 10 | 40 | 20 | 100 |
Notice:
- Minimize the use of tool tips to process workpieces: at the position of the ball head tool tip, the processing linear speed is 0 during actual processing, that is, the tool is not actually cutting, but grinding. In actual processing, the coolant cannot be added to the cutting area at all, which further leads to greater cutting heat ratio and reduced tool life.
- For straight wall processing, use contour processing method: try to reduce the phenomenon of ball end cutter processing downward along the straight wall. Relatively speaking, it is a very good method to process upward along the straight wall, but it is difficult to separate them in actual processing. Let’s compare the differences between the two.
- Machining straight wall with contour can reduce downward machining. If you can use “cutting from bottom to top”, this phenomenon can be avoided. When using “cutting from bottom to top”, first consider whether the cutting capacity of the cutter is too large. If there are relatively large residues left at the root of the curved surface after machining above, the cutting capacity of the cutter may be too large. This will not protect the tool but destroy it.
- The ball end milling cutter shall pay attention to the processing of deep grooves: when processing deep grooves, the cutter may sink. Because the chip holding groove of the ball end milling cutter is relatively small, it is easy to break the cutter when processing sticky materials (such as red copper) and the feed speed is fast. Therefore, pay attention to chip removal when using ball end cutter for machining.
Applications:
Pre-hardened Steel, stainless steel, Die steel, steel plate, Heat-resistant steel, pipe, copper and aluminium, cast iron, Nonferrous Metal, Wood, Plastic and sO on. General-purpose operation slotting, riling, profiling.
 08 IR AG55/60
08 IR AG55/60 ACME-16
ACME-16 EMC
EMC
Reviews
There are no reviews yet.