

Description
60 90 Degree Carbide Chamfering End Mill HRC55 Nano Chamfer Milling Cutter Endmill
Quick Detail:
- Wear resistant and resistant to aging
- Constant cutting, fast processing speed
- Tungsten steel base material, solid and durable
- Coating process, prolonging service life
- Passivation technology, anti collapse blade
- Unequal bottom edge, reducing resistance
Description:
- Selected tungsten steel materials, specially made bar for quenching materials, with the precision of less than 0.002, high hardness, more wear-resistant, sharp and not easy to break, and longer service life; German cutting tool technology is used to avoid the empty position, effectively preventing the workpiece from being missed during full edge cutting; High temperature resistant coating of fine particles, not afraid of high-speed milling, increases durability and ensures smooth chip removal; After the tool is grinded, the particles adhered to the tool are completely removed and the edge is passivated through passivation technology, which makes it easier to process high hard materials, prevent the edge from collapsing, and prolong the service life of the tool; The tail is anti-skid, the clamping is more tight, and it is not easy to slip. The chamfer is formed, which is convenient for installation and use.
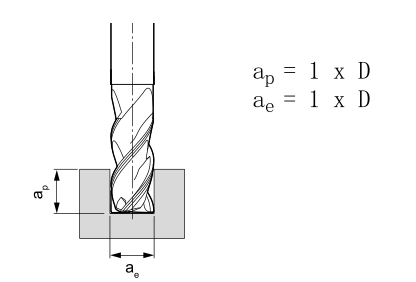
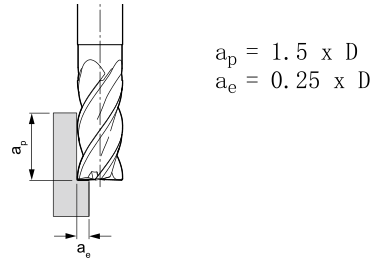
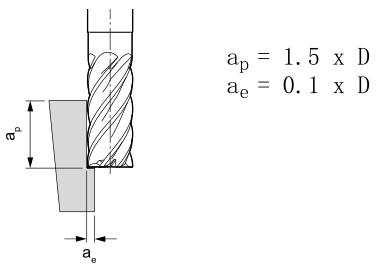
Milling parameters:
| HRC45 Carbide End Mill | Tool length | fz&v | |||||
| Short | 1 | ||||||
| Long1 | 0.9 | ||||||
| Overlength | 0.8 | ||||||
| Speciality | 0.6 | ||||||
| Type | Material | Strength
N/mm²
Hardness HRC |
Cooling | ||||
| Air | Dry cutting | Lubricating fluid | |||||
| P | PI | P1.1 | Non alloy structural steel, free cutting structural steel, carburized steel and quenched and tempered steel | <700 | √ | √ | √ |
| P1.2 | quenched and tempered steel | <1200 | √ | √ | √ | ||
| P2 | P2.1 | Alloyed nitrided steel, carburized steel and quenched and tempered steel | <900 | √ | √ | √ | |
| P2.2 | Tool steel, bearing steel, spring steel and high-speed steel | <1400 | √ | √ | |||
| P3 | P3.1 | Tool steel, bearing steel, spring steel and high-speed steel | <900 | √ | √ | √ | |
| P3.2 | Tool steel, bearing steel, spring steel and high-speed steel | <1500 | √ | √ | |||
 |
Sloting | |||||||||||
| Vc (m/min) |
fz(mm/Tooth) | |||||||||||
| Diameter | ||||||||||||
| 2 | 4 | 6 | 8 | 10 | 12 | 16 | 20 | |||||
| 112 | 0.01 | 0.018 | 0.026 | 0.034 | 0.041 | 0.048 | 0.06 | 0.069 | ||||
| 92 | 0.01 | 0.017 | 0.025 | 0.032 | 0.038 | 0.045 | 0.056 | 0.065 | ||||
| 100 | 0.01 | 0.018 | 0.026 | 0.034 | 0.041 | 0.048 | 0.06 | 0.069 | ||||
| 72 | 0.009 | 0.015 | 0.022 | 0.028 | 0.034 | 0.04 | 0.05 | 0.058 | ||||
| 64 | 0.01 | 0.018 | 0.025 | 0.032 | 0.039 | 0.045 | 0.057 | 0.066 | ||||
| 56 | 0.009 | 0.016 | 0.023 | 0.029 | 0.036 | 0.041 | 0.052 | 0.06 | ||||
 |
Roughing | |||||||||||
| Vc (m/min) |
fz(mm/Tooth) | |||||||||||
| Diameter | ||||||||||||
| 2 | 4 | 6 | 8 | 10 | 12 | 16 | 20 | |||||
| 228 | 0.018 | 0.031 | 0.045 | 0.057 | 0.070 | 0.081 | 0.101 | 0.118 | ||||
| 208 | 0.017 | 0.029 | 0.042 | 0.054 | 0.065 | 0.071 | 0.095 | 0.11 | ||||
| 184 | 0.018 | 0.031 | 0.045 | 0.057 | 0.070 | 0.081 | 0.101 | 0.118 | ||||
| 144 | 0.015 | 0.026 | 0.037 | 0.048 | 0.058 | 0.068 | 0.085 | 0.098 | ||||
| 132 | 0.017 | 0.03 | 0.042 | 0.054 | 0.066 | 0.077 | 0.096 | 0.112 | ||||
| 112 | 0.015 | 0.027 | 0.039 | 0.05 | 0.060 | 0.07 | 0.088 | 0.102 | ||||
 |
Finish | ||||||||||
| Vc m/min |
fz(mm/Tooth) | ||||||||||
| Diameter | |||||||||||
| 2 | 4 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | ||
| 332 | 0.028 | 0.05 | 0.07 | 0.091 | 0.11 | 0.128 | 0.144 | 0.16 | 0.173 | 0.186 | |
| 272 | 0.026 | 0.046 | 0.066 | 0.085 | 0.103 | 0.12 | 0.135 | 0.15 | 0.162 | 0.173 | |
| 304 | 0.028 | 0.05 | 0.07 | 0.091 | 0.11 | 0.128 | 0.144 | 0.16 | 0.173 | 0.186 | |
| 212 | 0.023 | 0.041 | 0.059 | 0.076 | 0.092 | 0.107 | 0.121 | 0.134 | 0.145 | 0.155 | |
| 196 | 0.027 | 0.047 | 0.067 | 0.086 | 0.104 | 0.122 | 0.137 | 0.152 | 0.165 | 0.177 | |
| 168 | 0.024 | 0.043 | 0.061 | 0.079 | 0.095 | 0.111 | 0.125 | 0.139 | 0.150 | 0.161 | |
- If the following carbide end mill cannot meet your requirements, we support OEM customized production. The diameter of 0.2mm to 25mm, the total length of 50mm to 200mm, 4F, 5F, 6F, 8F and logo can be customized, including inch size end milling cutter. Please contact us to select or customize non-standard carbide end mill according to your needs.
| Specification | Flute Dia(D) | A° | Shank Dia(D) | Overall Length(L) |
| φ4.0*50L | 4 | 60° 90° 120° | 4 | 50 |
| φ5.0*50L | 5 | 60° 90° 120° | 5 | 50 |
| φ6.0*50L | 6 | 60° 90° 120° | 6 | 60 |
| φ7.0*60L | 7 | 60° 90° 120° | 7 | 60 |
| φ8.0*60L | 8 | 60° 90° 120° | 8 | 60 |
| φ9.0*75L | 9 | 60° 90° 120° | 9 | 75 |
| φ10*75L | 10 | 60° 90° 120° | 10 | 75 |
| φ12*75L | 12 | 60° 90° 120° | 12 | 75 |
| φ14*100L | 14 | 60° 90° 120° | 14 | 100 |
| φ16*100L | 16 | 60° 90° 120° | 16 | 100 |
| φ18*100L | 18 | 60° 90° 120° | 18 | 100 |
| φ20*100L | 20 | 60° 90° 120° | 20 | 100 |
Instructions:
1. Before using the carbide end mill, please measure the tool deflection. If the tool deflection accuracy exceeds 0.01mm, please correct it before cutting.
2. The shorter the carbide e extends out of the collet, the better. If the tool extends out longer, reduce the speed, feed speed or cutting amount.
3. In case of abnormal vibration or sound during cutting, please reduce the speed and cutting amount until the situation is improved.
4. Spray type and air jet type are preferred for steel cooling, which can improve the use effect of carbide end mill.
5. Note: Not suitable for low speed machines such as rotary table and electric hand drill.
Applications:
Pre-hardened Steel, stainless steel, Die steel, steel plate, Heat-resistant steel,pipe, copper and aluminum, cast iron, Nonferrous Metal, Wood, Plastic,FRP and sO on. General-purpose operation slotting, rilling, profiling.
 08 IR AG55/60
08 IR AG55/60 EMC
EMC 209015-SET4
209015-SET4 STC-KIT-V5INS-230
STC-KIT-V5INS-230
Reviews
There are no reviews yet.